目前,关于不同动物饲料的最适粉碎粒度的系统研究很少,特别是饲料中非谷物原料组分的粉碎粒度研究则更少,从颗粒质量、生产成本、及营养利用率等多方面综合评定豆粕在仔猪颗粒料中最适粉碎粒度的研究几乎没有。本研究旨在确定仔猪颗粒料中豆粕最适粉碎粒度,为获取最大经济效益,指导畜禽颗粒饲料的生产、节能减排提供依据。
1 材料与方法
1.1 试验设计
1.1.1 豆粕粉碎粒度对仔猪颗粒饲料质量及生产成本的研究
试验选用直径为 1.0、1.5、1.5+2.0、2.0 mm 的筛片对豆粕进行粉碎,然后参照国家标准猪饲养标准(NY/T 65—2004),配料、混合,用压缩比 1∶6、环模孔径3.2 mm的环模加工仔猪颗粒饲料。具体饲粮组成和营养水平(见表1)。在粉碎机和制粒机进料口和出料口分别3次取样,获得豆粕粉碎前后的样品,另取制粒前粉料样品,标号待用。整个试验流程做3次重复。粉碎和制粒过程中记录生产时间、产量及耗电量,用于计算生产效率及单位产量电耗。
1.1.2 豆粕粉碎粒度对仔猪养分消化率的研究
选取体重基本一致的(18.5±0.7)kg的“杜 ×长×大”仔猪16头,随机分为4个处理组,每个处理组4个重复,每个重复1头。单笼饲养,定量饲喂,自由饮水。消化试验分预试期6 d,正式期6 d。每天记录粪便重,并取样。粪便收集采用全收粪法。具体方法是在猪排粪后立即收集,每天对收集的粪便称重,混合均匀,每100 g鲜粪样中加10 mL 10%盐酸固氮,以避免粪中氨氮流失。样品置于-20℃冰箱中冷冻保存。
表1 基础饲粮组成及营养水平(风干基础)/%
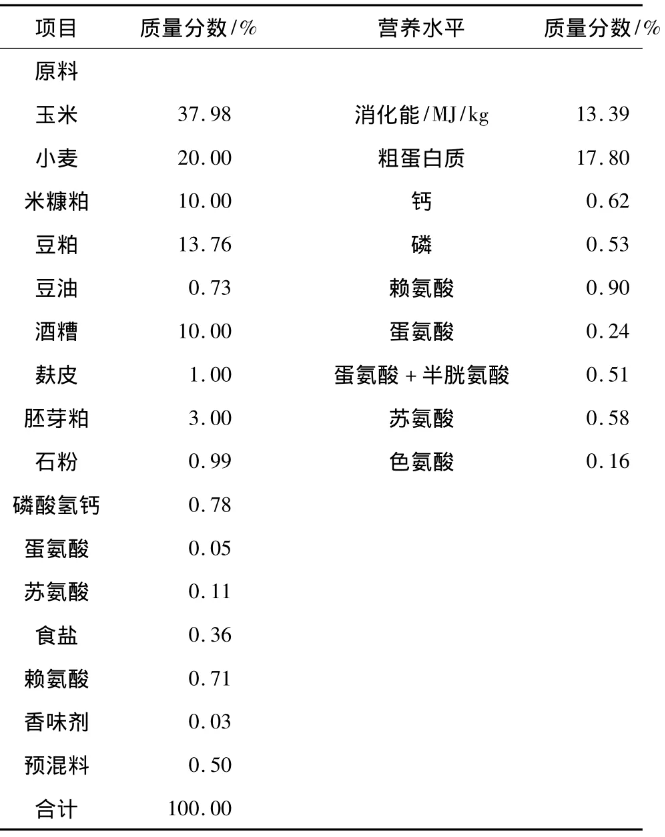
试验日粮:处理组分别使用 1.0、1.5、1.5+2.0、2.0 mm筛片粉碎豆粕制成的颗粒料。预饲期6 d,试验期6 d。
1.2 试验材料
豆粕:临沂盛泉油脂化工有限公司,水分(11.3±0.2)%;TDSDF型锤片粉碎机:广州天地实业有限公司;粉碎筛片:筛孔孔径1.5 mm、2.0 mm、2.5 mm;TDYHS-4.0型双轴桨叶混合机:广州天地实业有限公司;TDZL-420型制粒机:广州天地实业有限公司;"200×25标准筛一套:新乡市康达机械有限公司;顶击式振筛机:浙江上虞五金纱织筛厂;GWJ-1型谷物硬度计:浙江图谱仪器有限公司。
1.3 检测指标
1.3.1 物理指标
水分按GB/T 6435—2006进行。
粒度按照国标《饲料粉碎机试验方法》(GB 6971—1986)进行。
混合均匀度按GB 5918—1997进行。
含粉率按 GB/T 16765—1997进行;稳定度(PDI)管式测定法测定;硬度按谷物硬度计测定。
1.3.2 粉碎成本和制粒成本
豆粕粉碎加工过程和仔猪颗粒料制粒过程中记录时间(h)、耗电量(kw·h),粉碎产量(t),计算粉碎和制粒生产效率(t/h)和单位产量电耗(kw·h/t)。
(粉碎/制粒)生产效率 =(粉碎/制粒)产量/(粉碎/制粒)时间
(粉碎/制粒)单位产量电耗=(粉碎/制粒)产量/(粉碎/制粒)耗电量
(综合)单位产量电耗=粉碎单位产量电耗+制粒单位产量电耗×0.137 6(豆粕在日粮中比例)
1.3.3 养分消化率
采用杨胜的方法测定饲料及粪样中的干物质、有机物质、粗蛋白含量及所含能量,计算干物质、有机物质、粗蛋白及能量的消化率。
1.4 数据统计分析
试验数据用平均值±标准差表示,采用SAS 9.0统计软件中的ANOVA过程进行单因子方差分析(one-way ANOVA,LSD),P <0.05为差异显着,Duncan 多重比较检验。
2 结果与分析
2.1 不同筛孔孔径的筛片组合对粒度的影响
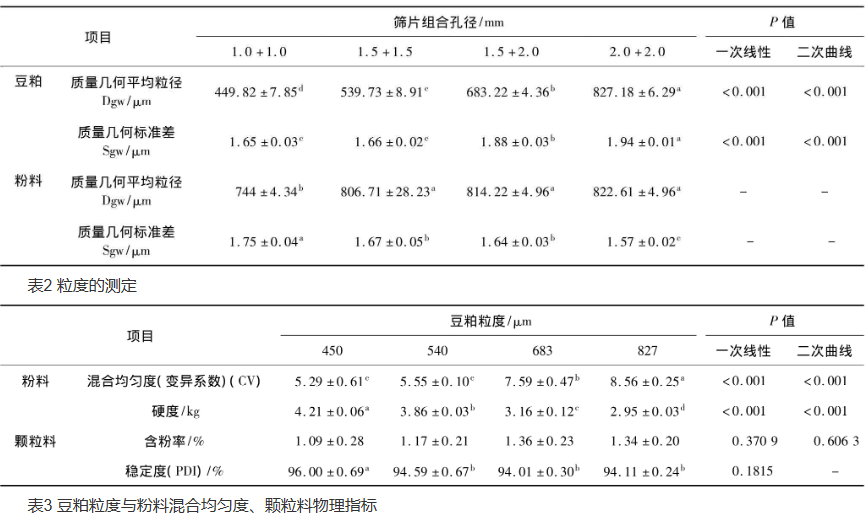
试验选择的锤片粉碎机需要两片筛片组成,通过不同筛孔孔径的筛片组合进行对豆粕的粉碎得到豆粕及粉料原料及粉料样品的粒度如表2所示。
从表2可以看出:随筛片组合筛孔孔径从1.0 mm增加到2.0 mm,质量几何平均粒径(dgw)也从 449.82 μm 线性(P <0.05)增大到 827.18 μm,且组组之间均差异显着(P<0.05),质量几何标准差(Sgw)也不断增大,但1.0 mm组合与1.5 mm组合间差异不显着(P>0.05);随筛孔孔径的增大,粉料的质量几何平均粒径(dgw)增大而质量几何标准差(Sgw)却减小,但 1.5 mm 组合、(1.5+2.0)mm、2.0 mm 组合间差异不显着(P >0.05)。
2.2 豆粕粒度对饲料物理性状的影响
饲料原料粒度的不同是影响粉状配合饲料混合均匀度的一个主要因素,对颗粒料物理质量的影响主要体现在颗粒饲料的硬度、含粉率和稳定度(PDI)3个方面。
2.2.1 豆粕粒度对混合均匀度的影响
为确保饲料的质量、动物摄取均衡的营养,饲料必须进行充分混合,达到一定的混合均匀度。而饲料原料的粒度是影响混合均匀度的重要因素,本试验对不同粒度豆粕基础的粉料的混合均匀度进行测定,结果见表3。从表3可以看出:粒度的增加显着提高了混合均匀度变异系数(CV)(P<0.05)。随粒度的增加,CV值呈一次线性或二次曲线增高(P<0.05)。为450 μm 和539 μm 时饲料 CV 值最小,即混合均匀度最好,且两者之间差异不显着(P>0.05)。
2.2.2 豆粕粒度对颗粒料物理性状的影响
试验从颗粒料的硬度、含粉率和稳定度(PDI)3个方面对粒度对颗粒料的影响进行评定,结果如表3。从表中看出,粒度的提高显着的降低了颗粒料的硬度(P<0.05),且随粒度降低,颗粒料硬度呈现一次线性或二次曲线提高趋势(P<0.05)。试验中粒度的差异对颗粒料的含粉率无影响(P>0.05)。450 μm粒度组的稳定度(PDI)明显高于其他3组(P <0.05),但粒度从 540 μm 提高到 827 μm,稳定度(PDI)并没有出现明显差异(P>0.05)。
2.2.3 豆粕粒度对生产成本的影响
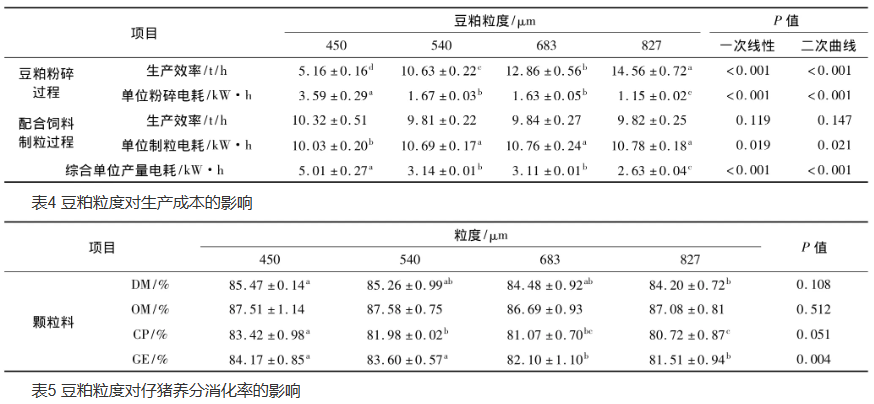
试验通过长期的生产跟踪记录、分析、整理得到关于豆粕粉碎粒度对仔猪颗粒配合饲料加工成本影响数据如表4。
原料的粒度越大粉碎过程中粉碎机的生产率越高、单位产量耗电越低,但在加工颗粒料时会降低制粒机的生产率,提高单位产量耗电[8]。从表4中可以看出随豆粕粉碎粒度的增加,各粒度组之间粉碎生产效率均差异显着(P<0.05),但对于制粒过程生产效率却没有影响(P>0.05)。粒度增大粉碎单位产量电耗明显降低,450 μm粒度组电耗相对与540、683、827 μm 组要高 114.97%、120.25%、212.17%,但540、683 μm 粒度组间差异不显着(P > 0.05)。450 μm粒度组制粒单位电耗明显高于其他3组(P<0.05),综合单位产量电耗呈现与粉碎单位产量电耗随粒度变化率一致,450 μm粒度组综合单位产量电耗分别是 540、683、827 μm 组的 1.60、1.61、1.90 倍。
2.2.4 豆粕粒度对仔猪养分消化率的影响
豆粕粉碎粒度对仔猪养分消化率的影响见表5。由表5可以看出豆粕粉碎粒度的变化对颗粒料的干物质消化率、有机物质消化率均没有效果(P>0.05),但对蛋白质消化率、能量消化率影响明显(P<0.05)。粒度为450 μm蛋白质消化率最高,要比540、683、827 μm 粒度组蛋白质消化率高 1.76%、2.90%、3.34%。450、540 μm粒度组的能量消化率明显高于683、827 μm 粒度组(P <0.05),但 450 μm 粒度组和540 μm粒度组之间差异并不显着(P>0.05)。豆粕粉碎粒度为683、827 μm相对于450 μm能量消化率降低了 2.44%、3.26%。
3 讨论
3.1 筛片筛孔孔径对粒度的影响
饲料粉碎的程度用饲料的粒度表示。饲料粉碎粒度就是指饲料或原料样品的平均颗粒大小。一般表示方法主要有锤片粉碎机筛片筛孔直径法、算术平均粒径法、粒度模数与均匀度模数法、筛上残留物百分数法、对数几何平均粒径法(十四层筛法)等,其中主要测定方法为十四层筛分法,该法的优点是既可以准确反映饲料粒度,又可以反映饲料粒度的变异情况。饲料产品的粉碎粒度主要靠调整锤片粉碎机筛片的参数控制,这些参数主要包括筛子直径、开孔率、筛片厚度和筛孔形式。此外饲料种类不同、同一种饲料水分不同以及锤片的磨损程度都会明显的影响粒度的大小。王卫国等对玉米、豆粕等7种原料进行粉碎试验,结果显示粉碎筛片筛孔孔径与同一种原料的粉碎物的质量几何平均粒径随筛孔孔径减小而减小,并呈现一定的线性关系。粉碎物的粒度的几何标准差随筛片孔径减小和粉碎粒度降低而减小。本试验再次验证了饲料粒度和几何标准差与筛孔孔径的变化关系,但筛孔孔径的变化对粉料的粒度和几何标准差没有影响,这可能是因为豆粕在配合饲料的中配比比例相对较小。
3.2 豆粕粒度对粉料和颗粒料物理性质的影响
3.2.1 豆粕粒度对混合均匀度的影响
在衡量饲料产品质量评定中,产品的混合均匀度是一个很重要的指标。饲料混合的均匀度直接影响着饲料的质量。对猪而言,将直接影响其生产性能.进而影响生猪养殖的总体经济效益。
物料的粉碎粒度大小影响饲料的混合均匀度。陈道仁等曾进行测试与试验,发现混合物料的平均粒径越小,颗粒大小越均匀,而混合所能达到的混合均匀度则越高,产品质量越好,且在其后的输送、贮存过程中越不容易产生分级现象。本试验结果与前人基本一致:随粒度的增大,几何标准差的减小,产品的混合均匀度越好,且之间具有线性关系(P<0.01),但所有产品CV≤10%属于允许范围。
3.2.2 豆粕粒度对颗粒料物理性状的影响
粉碎粒度影响物料的熟化,而熟化的根本目的是使粉状饲料在压力作用下能够达到近似的塑性体。进人模孔前的饲料是否成为塑性体,对制粒的产量、质量起决定性作用。
一般情况下原料被粉碎的越细,越有利于调质处理,制粒质量越高。因为原料粉碎粒度较细,则表面积比较大,可获得较好的调质效果,热变形和煳化充分,同时热和水的渗透充分,压出的颗粒粘接性好,颗粒硬度高、含粉率低、稳定度高,颗粒质量好。反之热和水分的传递速度较慢,熟化的速率适应不了制粒的要求,从而导致制成的颗粒硬度、稳定度低,较易破碎,含粉率高。Angulo 等研究表明颗粒稳定度与饲料原料的粉碎粒度呈负相关关系,因为小颗粒物料的单位体积表面积较高、颗粒之间的接触面增多。但本试验得到结果表明:豆粕的粉碎粒度的变化对颗粒料的含粉率、稳定度没有影响。Reece 等,Koch也得到过类似的结果。王铁良等研究表明随粒度的降低,颗粒料硬度提高,这与本试验结果一致,另外还发现粒度与硬度之间存在线性关系。
3.3 豆粕粒度对生产成本的影响
原料粉碎粒度越细,粉碎电耗较高,生产效率较低,但原料表面积越大,物料吸收蒸汽中水分越快,有利于调质易制粒成形。但从制粒角度来讲,粉碎的粒度过细,制粒强度高,加蒸汽多,不留意容易易堵塞;粒度过粗,则增加环模和压辊的磨损,制粒成形困难,造成物耗大,产量低,颗粒煳化效果不好,颗粒质量也差。
本试验结果表明在不同筛孔下粉碎,单位粉碎电耗随筛孔直径的减小而增大。王卫国等对麸皮、棉粕、豆粕、玉米、菜粕五种原料分别进行粉碎试验均得到一致的结果。王铁良等对玉米进行粉碎试验,结果表明随原料粉碎粒度的降低,后续工序制粒的生产率显着提高;随粉碎机筛孔孔径增加制粒单产耗电量显着提高。另有报告也报道粉碎粒度越细,产量越小,电耗越大,加工成本越高。本试验得到与前人不同的结论,粒度的变化对制粒生产效率无影响,单位产量电耗仅450 μm偏低。这可能因为物料种类不同和豆粕在饲料配比中比例较少。
本试验还对粉碎、制粒两过程对综合成本进行评定发现,综合生产成本随粒度的变化规律与粉碎成本变化规律一致。这可能是因为粉碎成本在整个生产成本比例较高造成的。曾有报告中指出粉碎作业的电耗约占粉状配合饲料成品总电耗的60%~70%,占饲料厂生产车间总电耗的30% ~70%。
3.4 豆粕粒度对仔猪消化率的影响
饲料细粉碎加工可提高家畜的生产性能,但过度粉碎同样会降低饲料适口性。沈长山曾选用4.8 mm和3.2 mm的筛片的锤片式粉碎机加工2种不同粒度的玉米饲喂乳仔猪,试验结果表明,日粮粒径降低会提高饲料利用率,同时也改善干物质、氮和能量的消化率。Healy等也曾选用不同粒度(900、700、500、300 μm)玉米、硬质高粱配制饲粮,制粒后饲喂断奶仔猪(22 d,5.3 kg),35 d后测定氮和干物质表观消化率,试验结果表明其值随粒度降低而呈线性增加(P<0.01),其干物质表观消化率在500 μm时达到最好。Wondra等对生长育肥猪的研究同样表明随粒度降低,颗粒均匀性的提高,DM、蛋白质和能量消化率均有不同程度的提高。本试验研究结果表明:豆粕粉碎粒度的减小可提高仔猪的蛋白质、能量消化率和仔猪消化能,其原因可能是细粉碎加工提高了饲料颗粒的数量,并且通过增加与消化酶接触的有效面积提高了消化酶的活性,从而促进豆粕的消化吸收。但也有研究得出不同的结论。Mavromichalis等将小麦粉碎至不同粒度(1 300、600、400 μm)后配制日粮,以粉料形式饲喂断奶仔猪(21d,5.7 kg),在试验第 6 d 和 31 d,饲粮干物质和氮表观消化率均没有显着差异。Fastinger等报道,随饲粮中豆粕粒度的降低(900、600、300、150 μm),生长猪(28 kg)对能量的表观消化率有增加的趋势,但差异不显着。本试验结果同样发现豆粕粉碎粒度的变化对干物质和有机物质的消化率无影响。这可能与选择的原料种类及仔猪体重及饲养环境有关。
饲料通过粉碎降低饲料粒度,提高饲料的利用率。但饲料粉碎粒度也并非越细越好。粉碎过细会加重肠角质化和损害的程度。Wondra等对母猪的饲喂粉碎粒度从1 200 μm降到400 μm的玉米,结果表明:猪的胃肠溃疡程度有加剧趋势。这表明粉碎粒度太小也不利于对猪的消化吸收。
4 结论
豆粕粒度减小,粉状配合饲料混合均匀度提高,颗粒料的硬度、稳定度(PDI)明显提高,但对含粉率无影响。随豆粕粒度的减小,粉碎过程中生产效率明显降低,单位产量电耗明显增加,但对制粒过程影响不大;降低豆粕粉碎粒度,可显着提高仔猪蛋白质消化率、能量消化率,但对干物质消化率和有机物质消化率无影响。综合粒度对饲料物理指标、生产成本及对仔猪消化率的进行评定,540 μm为仔猪颗粒料中豆粕的最适粉碎粒度,即1.5 mm筛孔孔径为粉碎豆粕的最佳筛片孔径。
声明:河南畜牧兽医信息网刊登的文章仅代表作者个人观点,文章内容仅供参考,并不构成投资建议,据此操作,风险自担。如果转载文章涉嫌侵犯您的著作权,或者转载出处出现错误,请及时联系文章编辑进行修正(电话:0371-65778961 )。河南畜牧兽医信息网原创文章,转载请注明出处及作者。感谢您的支持和理解!